1 ÖC(j©®)ąĄĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ(j©¼)
1.1 ĘŁ▐D(zhu©Żn)ę¬Ū¾
╩ūŽ╚ė╔ÖC(j©®)Ų„╚╦īó╣ż╝■Ę┼ų├ė┌ĘŁ▐D(zhu©Żn)ÖC(j©®)Ą─│ą┴Ž┼_(t©ói)╔ŽŻ¼ĘŁ▐D(zhu©Żn)ÖC(j©®)Ėąæ¬(y©®ng)ĄĮ╣ż╝■����Ż¼╚╗║¾▀M(j©¼n)ąąĘŁ▐D(zhu©Żn)Ż¼▀@śėŠ═┐╔īŹ(sh©¬)¼F(xi©żn)▒╗Ę┼ų├╣ż╝■╔ŽŽ┬▒Ē├µš{(di©żo)ōQ����ĪŻę¬īŹ(sh©¬)¼F(xi©żn)┤╦ę¬Ū¾Ż¼ę╗░Ńę¬Ū¾╣ż╝■Ę┼ų├║├║¾ąĶę¬īó╣ż╝■ŖAŠo���Ż¼ą²▐D(zhu©Żn)ÖC(j©®)śŗ(g©░u)īóŲõĘŁ▐D(zhu©Żn) 180ĪŃŻ¼ŖAŠoÖC(j©®)śŗ(g©░u)╦╔ķ_���ĪŻ
1.2 ĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ(j©¼)
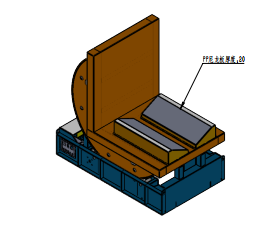
ū¾ėęĘŁ▐D(zhu©Żn)ÖC(j©®)Ą─ÖC(j©®)ąĄĮY(ji©”)śŗ(g©░u)╚ńłD 1 ╦∙╩Š���ĪŻš¹éĆ(g©©)ÖC(j©®)śŗ(g©░u)ų„ę¬ė╔╣ż╝■ŖA│ųÖC(j©®)śŗ(g©░u)ĪóĘŁ▐D(zhu©Żn)ÖC(j©®)śŗ(g©░u)║═ų¦ō╬╝▄╚²▓┐Ęųśŗ(g©░u)│╔ĪŻŲõųąŻ¼╣ż╝■ŖAÖC(j©®)śŗ(g©░u)ų„ę¬ė╔ę╗éĆ(g©©)╔ņ┐sÜŌĖū�ĪóõXą═▓─│ą┴Žų¦╝▄║═ČÓéĆ(g©©)Č©╬╗ēKśŗ(g©░u)│╔ �Ż╗ĘŁ▐D(zhu©Żn)ÖC(j©®)śŗ(g©░u)╩Ūė╔ę╗┼_(t©ói)┼õ£p╦┘Ų„Ą─▓Į▀M(j©¼n)ļŖÖC(j©®)���Īó─żŲ¼╩Į┬ō(li©ón)▌SŲ„Īó▌S│ą║═▐D(zhu©Żn)äė(d©░ng)ų¦ō╬░ÕĮM│╔����Ż¼Ųõ╣╠Č©ė┌▐D(zhu©Żn)äė(d©░ng)ų¦ō╬░Õ╔ŽŻ¼įO(sh©©)ėŗ(j©¼)Ą─£p╦┘Ų„é„äė(d©░ng)▒╚×ķ 15Ī├1 ��Ż╗ų¦ō╬╝▄ų„ę¬ė╔Šžą╬Ą─ĄūŽõ║═ā╔Ė∙Ħ╔ŽÖMŚUĄ─┴óų∙śŗ(g©░u)│╔����Ż¼┐žųŲļŖŽõĘ┼ų├ė┌ĄūŽõā╚(n©©i)�Ż¼╚²╔½ł¾(b©żo)Š»ųĖ╩Š¤¶╣╠Č©ė┌ÖMŚU╔Ž��ĪŻ
2 ┐žųŲįO(sh©©)ėŗ(j©¼)
ĘŁ▐D(zhu©Żn)ÖC(j©®)š¹éĆ(g©©)äė(d©░ng)ū„Ēśą“╚ńŽ┬ Ż║
Ż©1Ż®īó╬’┴ŽĘ┼ų├ĄĮŽ┬╔w░Õ����Ż¼ė╔Č©╬╗ēKČ©╬╗�����Ż¼ĘŁ▐D(zhu©Żn)┼_(t©ói)╔Ž╔w░Õė╔ÜŌĖū═Ųäė(d©░ng)Ž┬ęŲŻ¼╩╣╔ŽŽ┬╔w░Õķ]║Ž����Ż¼īŹ(sh©¬)¼F(xi©żn)ŖAŠo╣ż╝■ Ż╗
Ż©2Ż®ĘŁ▐D(zhu©Żn)┼_(t©ói)ĒśĢr(sh©¬)ߜʣ▐D(zhu©Żn) 180ĪŃ�����Ż¼ĘŁ▐D(zhu©Żn)ĄĮ╬╗║¾ĘŁ▐D(zhu©Żn)┼_(t©ói)╔Ž╔w░Õ╔ŽęŲ�����Ż¼╔ŽŽ┬╔w░Õ┤“ķ_īŹ(sh©¬)¼F(xi©żn)╬’┴Ž╔ŽŽ┬▒Ē├µĄ─š{(di©żo)ōQ ����Ż╗
Ż©3Ż®╚Īū▀╬’┴Ž�����Ż¼═Ļ│╔ę╗┤╬ĘŁ▐D(zhu©Żn)äė(d©░ng)ū„ ����Ż╗
Ż©4Ż®į┘┤╬Ę┼╚ļ╬’┴ŽŻ¼ÜŌĖūäė(d©░ng)ū„��Ż¼╔ŽŽ┬╔w░Õķ]║Ž �����Ż╗
Ż©5Ż®ĘŁ▐D(zhu©Żn)┼_(t©ói)─µĢr(sh©¬)ߜʣ▐D(zhu©Żn) 180ĪŃ�����Ż╗
Ż©6Ż®ÜŌĖūäė(d©░ng)ū„�����Ż¼╔ŽŽ┬╔w░Õ┤“ķ_��ĪŻ
į┌ę╗éĆ(g©©)äė(d©░ng)ū„裣h(hu©ón)ųąŻ¼ĘŁ▐D(zhu©Żn)ÖC(j©®)┐╔═Ļ│╔ā╔┤╬ĘŁ▐D(zhu©Żn)��ĪŻĘŁ▐D(zhu©Żn)ÖC(j©®)Å═(f©┤)╬╗║¾�Ż¼Ę┼ų├╣ż╝■Ą─┴Ž╝▄╠Äė┌╦«ŲĮ╬╗ų├�����Ż¼ūįäė(d©░ng)▀\(y©┤n)ąą▀^│╠ųąŻ¼Ę┤Å═(f©┤)ł╠(zh©¬)ąą╔Ž╩÷äė(d©░ng)ū„▓Į¾E�����ĪŻ
2.1 ļŖÜŌ┐žųŲśŗ(g©░u)│╔┐“łD
š¹éĆ(g©©)ŽĄĮy(t©»ng)Ą─ļŖÜŌ┐žųŲ┐“łD╚ńłD 2 ╦∙╩Š���ĪŻłDųąŻ¼PLC ┐žųŲļŖ┤┼ōQŽ“ķy║═▓Į▀M(j©¼n)ļŖÖC(j©®)“ī(q©▒)äė(d©░ng)Ų„�����Ż¼ĘųäeīŹ(sh©¬)¼F(xi©żn)ÜŌĖūĄ─╔Ž�����ĪóŽ┬╔w░ÕĄ─ķ_┼c║Žęį╝░╔ŽŽ┬╔w░ÕĄ─ĘŁ▐D(zhu©Żn)���ĪŻ
2.2 ļŖÜŌįŁ└ĒłD
ū¾ėęĘŁ▐D(zhu©Żn)ÖC(j©®)┐žųŲįŁ└Ē╚ńłD 3 ╦∙╩Š���ĪŻ▓Į▀M(j©¼n)ļŖÖC(j©®)▓╔ė├╣▓Ļ¢śOĮėĘ©��Ż¼╝┤▓Į▀M(j©¼n)ļŖÖC(j©®)“ī(q©▒)äė(d©░ng)Ų„╔ŽŻ¼STEP+���Ż¼DIR+�����Ż¼EN+ Č╦┐┌║═ķ_ĻP(gu©Īn)ļŖį┤Ą─ 24 V Č╦┐┌ŽÓ▀B���Ż¼├}ø_▌ö╚ļ STEP- ║═ PLC Ą─Y001 ŽÓ▀B����Ż¼ĘĮŽ“▌ö╚ļ DIR- ┼c Y003 ŽÓ▀BĪŻÜŌĖūĄ─╔ņ┐sė╔ļŖ┤┼ķy┐žųŲ����Ż¼PLC ═©▀^ Y005 ┐žųŲļŖ┤┼ķyŠĆ╚”ĪŻ╚²╔½ųĖ╩Š¤¶▓╔ė├│Ż┴┴ķW╣Ōą═ĮėĘ©���ĪŻė╔ė┌╚²╔½ųĖ╩Š¤¶Ą─╝t¤¶�����Īó³S¤¶ĪóŠG¤¶�����ĪóĘõ°QŲ„├┐éĆ(g©©)╣żū„ļŖ┴„ 20 mA ęį╔Ž��Ż¼▓╔ė├ąĪą═ļŖ┤┼└^ļŖŲ„į÷┤¾ PLC “ī(q©▒)äė(d©░ng)╚²╔½ųĖ╩Š¤¶Ą──▄┴”����ĪŻęįŠG¤¶×ķ└²Ż¼Y010 “ī(q©▒)äė(d©░ng)ļŖ┤┼└^ļŖŲ„Ą─ŠĆ╚”����Ż¼╚╗║¾ė╔ļŖ┤┼└^ļŖŲ„Ą─│Żķ_ė|³c(di©Żn)┐žųŲŠG╔½ųĖ╩Š¤¶���ĪŻ
2.3 │╠ą“┴„│╠
įōĘŁ▐D(zhu©Żn)ÖC(j©®)┐žųŲŽĄĮy(t©»ng)Š▀ėą╩ųäė(d©░ng)║═ūįäė(d©░ng)ā╔ĘN┐žųŲĘĮ╩Į�����ĪŻ╩ųäė(d©░ng)ĘĮ╩Įų„ę¬═Ļ│╔╔ŽŽ┬╔w░Õ┤“ķ_�Īó╔ŽŽ┬╔w░Õķ]║Ž�����Īóū¾ĘŁ▐D(zhu©Żn)ĪóėęĘŁ▐D(zhu©Żn)║═Å═(f©┤)╬╗��ĪŻūįäė(d©░ng)─Ż╩ĮĘų×ķ═Ō▓┐║═ā╚(n©©i)▓┐ā╔ĘN┐žųŲ─Ż╩Į Ż║═Ō▓┐┐žųŲ─Ż╩ĮĢr(sh©¬)���Ż¼ė╔═Ō▓┐┐žųŲŲ„░l(f©Ī)│÷ę╗éĆ(g©©)Ī░åóäė(d©░ng)ĘŁ▐D(zhu©Żn)Ī▒Ą─ I/O ą┼╠¢(h©żo)Ż¼ĘŁ▐D(zhu©Żn)ÖC(j©®)äė(d©░ng)ū„�����Ż¼═Ļ│╔ę╗┤╬ĘŁ▐D(zhu©Żn)�����Ż¼╔ŽŽ┬╔w░Õ┤“ķ_║¾�����Ż¼═©▀^ I/O ą┼╠¢(h©żo)Įo═Ō▓┐┐žųŲŲ„░l(f©Ī)│÷Ī░ĘŁ▐D(zhu©Żn)═Ļ│╔Ī▒Ą─ą┼╠¢(h©żo)�Ż¼╚ń┤╦īŹ(sh©¬)¼F(xi©żn)═Ō▓┐┐žųŲ ���Ż╗ā╚(n©©i)▓┐┐žųŲ─Ż╩ĮĢr(sh©¬)����Ż¼┐╔ė╔╬’┴Žėą¤oą┼╠¢(h©żo)╗“┐žųŲ░┤ŌoüĒ┐žųŲĘŁ▐D(zhu©Żn)┼_(t©ói)ĘŁ▐D(zhu©Żn)���ĪŻŽĄĮy(t©»ng)┐žųŲ┴„│╠╚ńłD 4 ╦∙╩Š���ĪŻ
×ķ╠ßĖ▀ŽĄĮy(t©»ng)▀\(y©┤n)ąąĄ─┐╔┐┐ąįŻ¼ŽĄĮy(t©»ng)│╠ą“įO(sh©©)ų├┴╦«É│ŻĀŅæB(t©żi)▒O(ji©Īn)£y����Ż¼ų„ę¬░³└©╔ņ┐sÜŌĖūäė(d©░ng)ū„│¼Ģr(sh©¬)���ĪóĘŁ▐D(zhu©Żn)┼_(t©ói)ĘŁ▐D(zhu©Żn)äė(d©░ng)ū„│¼Ģr(sh©¬)�����Īó╔ņ┐sÜŌĖū╔ņ┐s═¼Ģr(sh©¬)Ėąæ¬(y©®ng)Öz£y«É│Ż���ĪóĘŁ▐D(zhu©Żn)┼_(t©ói)ū¾ėęŽ▐╬╗═¼Ģr(sh©¬)Öz£y«É│Żęį╝░╝▒═Ż«É│ŻĄ╚ĪŻŽĄĮy(t©»ng)│÷¼F(xi©żn)«É│ŻĢr(sh©¬)����Ż¼╝┤ė╔╚²╔½ł¾(b©żo)Š»¤¶║═Ęõ°QŲ„╠ß╩ŠŻ¼ę╗░ŃąĶę¬┼┼│²╣╩šŽ║¾����Ż¼▓óį┘┤╬Å═(f©┤)╬╗║¾▓┼─▄ųžą┬▀\(y©┤n)ąąĪŻ